装入丝杠轴承的轴承磨床座通过螺钉和连接座联接,两者之间打定位销。伺服电动机安装在连接座右部内孔中,中间通过膜片联轴器联接丝杠尾部和伺服电动机轴头。改进后, 连接座的左端内孔(定位安装已安装上丝杆轴承的轴承座)和轴承磨床座安装基面、连接座的右端内孔(定位安装伺服电动机)和伺服电动机安装基面,这四者为一次装夹加工,并且以连接座的底面为基准,很好地保证了左端内孔和右端内孔的同轴度。左端内孔轴线对于轴承座安装基面的垂直度、右端内孔轴线对于伺服电动机安装基面的垂直度以及左端内孔轴线、右端内孔轴线相对与连接座底面的平行度,都很好地得到了保证。在装配时,通过刮修连接座底面和打表,分别校正连接座右端内孔和右端端面跳动在0.01mm以内,即可将连接座的位置找正。
连接座和其下的垫板通过螺钉和底座相联接。
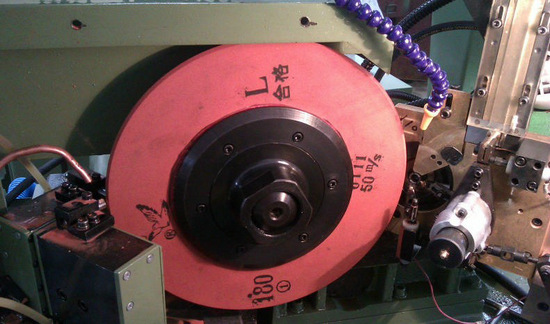
1.大端盖 2.端盖 3.连接座 4.垫板
改进后轴承磨床结构的安装方法先磨连接座下的垫板,使安装后的连接座内孔中心线与丝母座中工装心轴1轴线等高,使用夹在工装心轴2上的杠杆百分表,通过打表和刮修D面(连接座的底面),分别校正连接座右端内孔跳动0.01mm以内,连接座右端面跳动0.01mm以内,上紧连接座、垫板和底座间螺钉,打定位销。经过以上步骤,保证了丝母座内孔和连接座内孔的同轴。
改进后的突出优点为:
(1)简化结构。
改进后的设计去掉了轴承支座和电动机座,增加了连接座。相当于将轴承支座、电动机座合并成连接座,减少了一个零件。
(2)便于加工、安装和更好地保证精度。
改进前轴承支座、轴承座和电动机座在机械加工时,各零件分别加工,装配时需要通过打表和修刮,分别校正轴承支座的A面、轴承座的内孔、电动机座的内孔和C面,最终找正轴承支座、轴承座和电动机座。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫