圆锥滚子轴承可以分开,由内圈、滚子和保持架组成的组件和外圈可以分开安装。 滚子与滚道接触处的修正接触线可以降低应力集中。
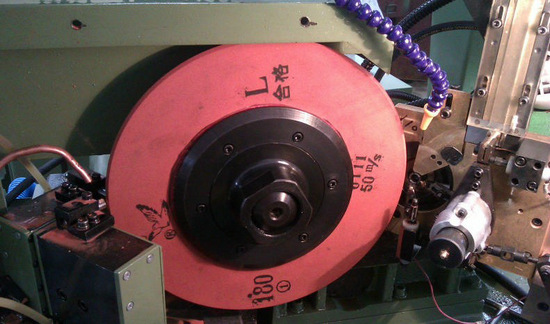
高速精密轴承磨床的圆锥滚子轴承主要用于载荷相对较轻的高速旋转场合。它要求圆锥滚子轴承磨床具有高精度、高转速、低温升、低振动和一定的使用寿命。 它经常被用作安装和成对使用的高速电主轴的支架. 它是内表面磨床高速电主轴的关键附件。
主要技术指标:
1、圆锥滚子轴承磨床的精度指标:超过GB / 3. 07. 1 - 9级4. P4精度
2、高速性能指示器: DMN值1. 3~1. 8x 106 /分钟
3、使用寿命(平均) : > 1500小时
高速精密iko轴承磨床圆锥滚子轴承磨床的使用寿命与其安装密切相关. 应注意以下事项
1. 圆锥滚子轴承磨床的安装应在洁净室中进行. 应该仔细选择圆锥滚子轴承磨床,并且应该研磨圆锥滚子轴承磨床的隔离环. 在保持内环和外环隔离环高度相同的前提下,隔离环的平行度应控制在1um以下.
2. 锥形滚柱轴承磨床应在安装前进行清洁. 清洁时,内圈斜面应朝上,手感柔软,无停滞感. 风干后,应加入规定量的油脂. 油雾润滑时,应加入少量油雾油.
3. 圆锥滚子轴承磨床应安装专用工具,应力均匀且无敲击.
4. 圆锥滚子轴承磨床应保持清洁和通风,无腐蚀性气体,相对湿度不超过65 %,并应长期定期防锈。
总而言之,我们可以理解为高速精密轴承磨床安装圆锥滚子轴承的正确方法。
轴承磨床零件是短而薄的旋转表面体,与普通机械零件相比,短而薄决定了它们良好的轴向刚度、可忽略的轴向变形、较差的径向刚度,并且在加工过程中应特别考虑紧固方法。 回转体决定了加工机床相对单一,其中大部分是车床和磨床。 尽管滚动轴承磨床零件结构简单,但它们具有高技术要求,因此具有以下加工特性:
1. 成形加工:环形滚道的锻造、轧制和磨削都是用成形工具或反成形板加工的。 轴承磨床零件的工作表面都是旋转成形表面,适合用成形方法加工。
2. 多工序加工:一般轴承磨床生产需要20到40个工序,超过70个工序。 轴承磨床零件要求很高,所以必须有许多生产过程。
3. 轴承磨床零件的大部分表面需要研磨,磨削尺寸和几何精度均为μm,尤其是环的滚动体和滚道精度更高,需要磨削或超精加工。
为了提高生产率、降低成本、确保质量、广泛采用新技术以及提高机械化和自动化水平,绝大多数轴承磨床都是标准化产品. 对同类型轴承磨床的需求非常大. 轴承磨床公司通常根据轴承磨床的类型和种类生产大量轴承磨床,甚至可以建立专门的自动化生产线或装配线进行生产。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫