轴承磨床由于产品的特殊性,加工精度非常高。加工产品的粗糙度经常超过标准,每次检查都是由于轴承精度下降造成的。但是每次使用传统的修复方法,花费的时间会少几天,多几个月,只有当轴承更换为多套时,才能暂时使用,修理整个轴承磨床需要很长时间。最后,决定改变原来的设计,用成对的角接触球轴承取代原来的间隔调整角接触球轴承。
随着科技的进步和行业的发展,成对的角接触球轴承应运而生,这些轴承由轴承制造商使用专业技术和先进的技术方法,按照规定进行预加载和调试,成对成组制造。用户无需任何调整就可以安装和使用,其结构、组合形式和编码。
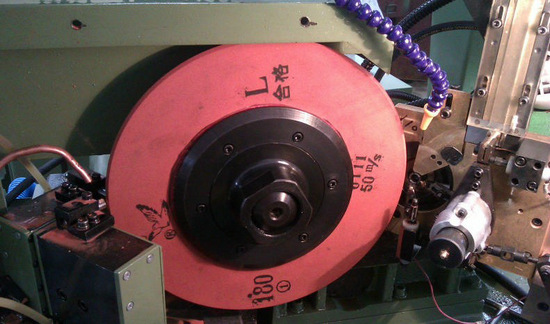
我们以内圆轴承磨床为例,说明精密轴承磨床主轴对角接触球轴承的使用、安装和调整方法。
1、首先,根据原轴承磨床的精度、内外圈直径和宽度、轴承购买成对角接触轴承的数量,必须把型号标准。 根据我国现行轴承行业标准,模型规定如下:接触角15°为70000C;25°为70000AC;40°为70000B;成对背靠背为70000C(AC、B)/DB;成对面对面为70000C(AC、B)/DF;成对串联为70000C(AC、B)/DT。 例如,背靠背双角接触球轴承,接触角为15度,精度等级P4的角接触球轴承类型为71910 c / d B- P4。 接触角为25度、精度等级为P4的串联双角接触球轴承为71910 AC / dt - P4。
2、将原来的隔圈用作精密垫圈,并安装在前端和后端。
3、仔细检查磨头套筒、隔圈和螺母压盖的精度,并严格清洁以避免锤击。 不注意这些可能会导致失败。
4、装配完成后,检查磨床主轴的径向跳动和轴向跳动,并符合精度标准。
主轴是精密轴承磨床的重要组成部分,可以说是磨床的核心,如m 8612花键磨床、m250a内孔磨床、m3 a64工具磨床等. 他们的主轴都是间隔角轴承。 间隔角轴承的安装和调整要求非常严格,这是维护中一个长期而困难的问题,经常会妨碍机床的维护工作。工件的粗糙度或圆度通常与主轴的角接触球轴承有关,此时,调整或更换新的角接触球轴承尤为重要。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫