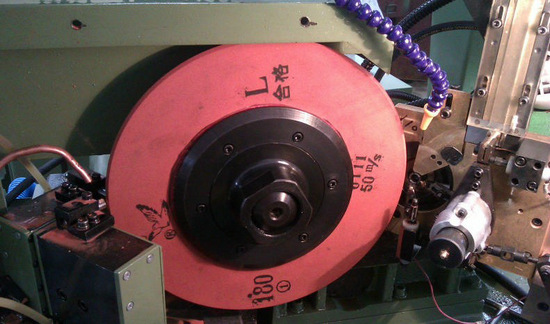
轴承磨床的镜面磨削加工有什么条件和方法
首先,什么是轴承磨床的镜面磨削? 轴承磨床磨削后工件的表面粗糙度ra小于0. 01 μm,像镜面这样的光可以清晰地成像,所以被称为镜面研磨。 磨削平面的平面度不大于3 μm / 1000 mm。高精度、高附加值零件的表面加工需要镜面磨削。
二、镜面磨削轴承磨床要符合下列条件
它具有高精度和刚度,并采用减振措施. 砂轮主轴的旋转精度高于1 μm;砂轮架相对于工作台的振幅小于1 μm;横向进给机构可以精确移动. 工作台低速移动时没有爬行现象。
三、轴承磨床镜面磨削方法
1. 砂轮的平衡和修整
( 1 )平衡砂轮。 砂轮安装法兰后,先进行粗略的静平衡,然后在砂轮轴上修整两个端面和外圆,最后进行精确的静平衡。
( 2 )修整砂轮。 砂轮修整的好坏直接影响磨削表面的光滑度. 为了降低表面粗糙度值,修整砂轮是关键。 修整砂轮时应注意以下事项:
1 )一般精炼余量为0. 015 ~ 0. 02 mm,当工件被大致研磨至RA0时. 8、预留细磨余量0. 005 ~ 0. 当磨削余量为015 mm时(必须根据钢的性质和硬度来确定,对于高硬度和易抛光的钢,磨削余量应适当降低),必须对砂轮进行抛光。
2 )修整砂轮时,中止0. 大约1毫米厚,然后使用0. 02 mm的切割深度被修剪了两次,然后是0. 0.1 mm深切削修剪进行三次,并且没有切削的最终深空间行程往复两次。 精加工时,横向进给速度为20 - 30 mm / min。 对于软钢工件,最好沿横向缓慢进给砂轮,但在加工硬化高速钢时,情况正好相反。
3 )修整砂轮时,必须使用足够的磨削液或其他冷却液冲洗砂轮和金刚石刀之间的接触点,以便及时洗掉砂轮碎屑,以免影响磨削质量。
4 )用于精加工的金刚石刀不需要非常锋利,因为砂轮的粒度相对较粗。 钻石尖端直径为0. 8毫米以内。 当用锋利的钻石刀修整时,横向进给速度必须放慢。
5 )当新的修整砂轮开始使用时,表面粗糙度稍差,并将在短时间内稳定下来。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫