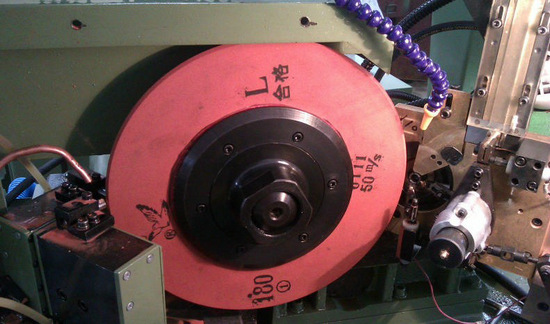
无心轴承磨床加工套圈的轴承知识简介:当需要轴承磨床加工具有高耐磨性的材料时,一般选择具有高韧性的耐磨材料。当需要研磨硬度低、伸长率大的材料时,一般选择使用脆性耐磨材料。当研磨高硬度材料时,选择硬度较高的磨料。对于粒度的选择,当用粗粒度砂轮磨削时,生产效率很高,但是被磨削的工件表面粗糙,当用细粒砂轮磨削时,被磨削工件的表面粗糙度更好,生产率更低。在满足粗糙度要求的前提下,应尽可能选择粗砂轮,以保证轴承磨床更高的加工磨削效率。
轴承磨床加工切削力和内应力引起的变形越大,磨削余量应该越大。应该注意,加工具有复杂工件形状或高技术要求的零件应保留有较大的磨削余量,在轴承套圈的加工磨削过程中,高精度套圈的磨削余量通常应增加0.1 ~ 0.5毫米。
另外,研磨软材料时应选择硬砂轮,研磨硬材料时应选择软砂轮,当端面磨削比圆周磨削软时,砂轮的硬度应该由一流的构造者选择和测试。对于刚性差的工件(如细长、薄壁和其他工件),磨削余量应该更大,例如,窄系列轴承环的外径余量应该更大。
最后,侧导板的选择最终选择:侧导板作为导板是共构定位装置的延伸,直接影响工件进出磨削区时的导向是否正确,当工件在前侧导板工作面上的移动方向不平行时,工件的圆柱度将直接受到影响。电主轴双出轴,可同时装粗、精磨砂轮,一次装夹定位后,粗、精磨一次完成,避免了单出轴两次装夹、两次装砂轮所产生的精度差,效率低的问题。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫