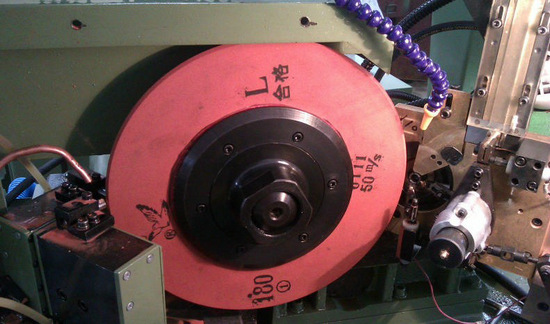
在国际轴承磨床展览会开幕式上,展示了国内外轴承磨床设备和轴承产品. 一般来说,国外的轴承磨床制造商来的更全面,但是没有多少知名品牌的轴承磨床制造商。 然而,几乎所有国内轴承磨床设备制造商都已经首次亮相. 然而,很少有创新和引人注目的轴承加工设备. 大多数轴承设备展品,特别是磨床和超精加工机,都比较广泛,技术含量不高,类似设计的主食随处可见,这让人们感到非常失望。
从收集到的样本来看,除了一些企业精美的生产之外,大多数样本基本上看不到任何新鲜的特征. 最令人沮丧的是,一些机床样本设计文本和技术术语错误相继出现,这是可怕的. 一些企业仍然是上市公司. 很难想象这些公司多年来是如何做技术工作的,即使样品质量如此差,生产的产品质量在哪里可以提高? 轴承磨床设备在未来几年将会如何发展实在令人担忧。
国内轴承磨床设备制造企业的现状为企业带来了更多的市场容量和难得的商机。 我相信在未来几年,这些产品将会得到轴承行业朋友的更多关注。
轴承磨床的主轴由于润滑油中的污垢而卡住,每次刮削点都不同。 硬着头皮又一次抓痕,从原来的纹路,完全抓痕。 考虑到顶托三盘轴承的支撑是一个球形球,自由度太大,研磨是通过手动旋转来完成的,力不均匀,留下的红丹痕迹当然会改变。 然后拆下主轴,用手研磨主轴上的轴瓦,并刮掉所有的点。 从静态角度来看,它是理想的. 然而,在轴承磨床的工作状态下,接触面非常窄。
磨削过程中可能没有站立位置,圆弧更大。 然后,认真仔细地,我又看了一遍,最后上了公共汽车或者接触了一条线路。 六到七毫米厚的锡青铜衬里只有五到六毫米。 一天的刮磨也很累人. 没有更好的方法去考虑它,所以我们必须把它换成新的。
三盘轴承由直径为16 mm的三个半球形滚珠对中。 轴承位置不会移动,但是旋转、扭转和摆动非常灵活,也就是说,它们具有自动调整中心的功能。 只要接触表面宽至轴承滑动表面的一半以上。 由于轴承自由度太大,通过自动定心进行的轴承磨削必须与磨削标记一次一个相同。 当直接在主轴上研磨时,虽然轨迹是静态和稳定的,但是手动推动和研磨力的方向必须不清楚. 结果,刮弧过大,接触面窄,接触线容易改变,导致磨削精度差,容易磨损。 事实上,在卡死亡后,在去除损坏接触面上的痕迹后,原始电弧将会保持不变。 采摘花式刨花并修复工作面的“储油”状况没有什么错。 这确实是一项艰苦的工作,没有付出任何努力,留下了一个笑话。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫