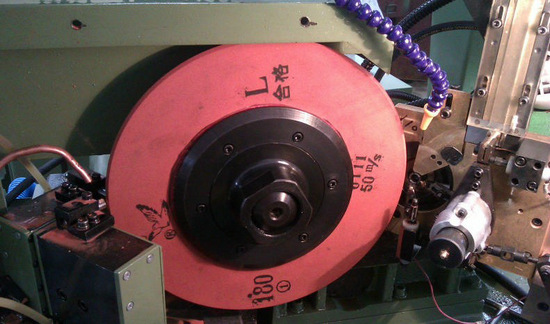
静压关节轴承磨床具有旋转精度高、刚性好、承载能力强、无磨损和耐久性高的特点。 以下是静压关节轴承磨床在维护过程中探索和尝试获得的一些经验,仅供您参考。
1节流孔:
( 1 ) 将内部节流改为外部节流,并安装压力表以立即显示上部和下部腔室压力。 维护方便,特别是定期清洗容易,这是内部节流装置所无法比拟的。
( 2 )节流比。 节流比β的理论值为1. 2~1. 5、根据多年的经验与1. 25是优选的。 因此,在维修中,主轴的几何精度、前后轴瓦的几何精度、同轴度、圆度和锥度需要严格控制,以确保β值。 根据机床的承载能力确定e值(主轴几何中心和轴承磨床壳之间的偏心率),因此β值是最好的。
( 3 )当主轴没有安装在每个油室内时,每个出油口的油柱必须一致(观察). 如果它们不一致,应采用改变限流器孔口直径的方法来改变其流速。 以4个空腔为例. 通常,下腔、左腔和右腔的油柱在20 mm和25 mm之间,小孔的直径为0. 25~0. 4毫米。
2. 膜反馈限制器:
薄膜反馈节流关节轴承磨床的刚度非常大,但是机床在运行过程中经常会出现瓦保持、拉毛、压降等现象。 电影反馈的关键是电影. 在实践中,认为轴瓦锁定和拉毛的主要原因是:①薄膜的塑性变形;②慢反馈。 当外部负载突然变化时,在薄膜反应之前,轴和瓷砖已经磨掉了. ③膜疲劳。 该薄膜具有较长的使用寿命和疲劳变形,这相当于改变反馈参数。
通过增加薄膜的厚度和改用一些抗疲劳材料可以获得良好的效果。 通常,使用刚性膜、预载和间隙保留。 具体方法如下: 1. 4毫米厚的薄膜到4毫米厚的刚性薄膜,在下腔垫0. 0.5 mm厚锡箔纸将主轴调整到0.比理想位置高0. 05毫米位置。 目的是在主轴受到应力(砂轮重量、切削力)时返回理想的中心。
3. 供油系统的改进;
在静液压关节轴承磨床的供油系统中,除了粗过滤和精过滤之外,其他部件对静液压关节轴承磨床有保护作用。 供油系统在原有系统的基础上进行了改进。
( 1 )节流板后面的出油口与一个压力继电器和一个压力表(最初在蓄能器前面)相连,这样操作者可以看到空腔压力和压力。 当压差大于某个值时,立即停止机器,以防止轴瓦锁定。 例如,压力为2 MPa,出口压力为1.2~1. 6 MPa,小于1. 2兆帕将停止。
( 2 )添加数字检测设备:
静压接头轴承磨床的主轴和轴瓦之间有0°. 04 ~ 0. 05 mm间隙,间隙中的油具有一定的电阻值. 通过检测这个电阻值的变化,你可以知道这个时期的间隙大小。 以主轴为一极,轴瓦为另一极,测量电阻变化。 该信号被处理并发送到光电报警器和控制系统放大器,以控制主轴电机的启动和停止,从而避免轴和瓷砖之间的摩擦。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫