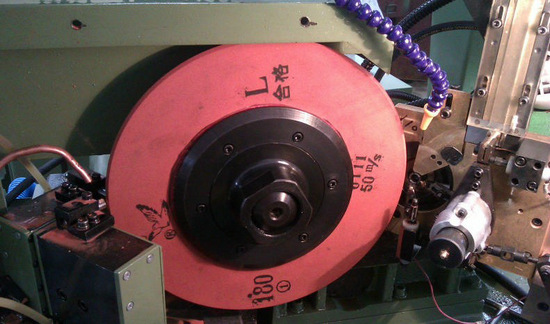
静压SKF轴承磨床广泛应用于M210、M131W、3160A磨床以及2A710、FYT10金刚镗头。第二镗头由于其高旋转精度、良好的刚性、高承载能力、无磨损和耐用性。 随着数控技术的发展,静压SKF轴承磨床也广泛应用于数控机床主轴,如加工中心。静压轴承磨床和静压金刚石钻头,在维护方面做了一些探索和尝试,积累了一些经验。
静压SKF轴承磨床供油系统的改进除粗滤和精滤外,其他部件对静压SKF轴承有保护作用。供油系统在原有系统的基础上进行了改进。
( 1 )节流板后面的出油口连接有压力继电器和压力表(最初在蓄能器前面),以便操作者可以看到空腔压力和入口压力的大小。当压差大于某个值时,立即停止机器,以防止轴瓦锁定。例如:入口压力2 MPa,出口压力1.2~1.6 MPa,小于1.2兆帕将停止。
( 2 )增加数字检测装置:静压SKF轴承主轴与轴瓦之间有0. 04 ~ 0. 05 mm间隙,间隙中的油具有一定的电阻值. 通过检测这个电阻值的变化,你可以知道这个时期的间隙大小。以主轴为一极,轴瓦为另一极,测量电阻变化。该信号被处理并发送到光电报警器和控制系统放大器,以控制主轴电机的启动和停止,从而避免轴和瓷砖之间的摩擦。
轴承磨床各子系统的故障频率相对平均,高频电主轴是最常见的故障部位,高频电主轴包括机械部分、高速电机、变频器等.,高频电主轴的故障是影响轴承磨床可靠性的最重要因素,提高其可靠性水平是国内轴承磨床面临的紧迫任务。轴承磨床常见的故障模式有部件故障、部件损坏、运行不稳定、工作精度超标以及运动部件归零不准确,其中,构件失效频率最高,明显高于其他失效模式.,轴承磨床故障最常见的原因是烧坏、部件故障、间隙不适、部件损坏等,元件故障主要是指电子元件和电磁线圈的损坏,这些元件主要来自外包,这表明外包和外包元件的质量很差,应该采取措施加以改进。
轴承磨床电气部分的故障频率明显高于机械部分,故障的主要原因是部件烧毁,这表明,在电气部分的电路设计、参数设计和部件选择方面存在许多问题,为了提高机床的可靠性水平,这些问题需要大大改进。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫