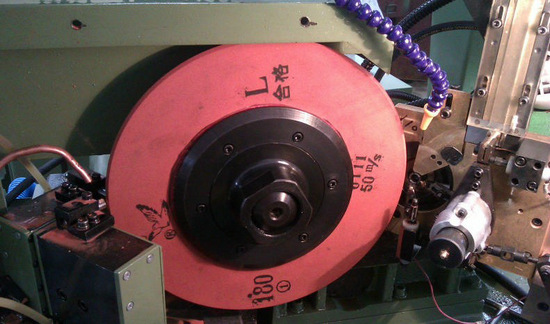
在磨削曲轴轴颈外圆时,我们通常使用CBN高速轴承磨床。 这种轴承磨床具有以下特点:采用以下摆动式(切点跟踪)技术磨削连杆颈;数控联动的全闭环控制通过两个砂轮架的进给轴、工件的旋转轴和在线检测实现;实现了曲轴不同相位的两个连杆颈的同时磨削,连杆颈和主轴颈的精密加工通过曲轴的一次装夹完成。
在实际生产中,我们采取了以下措施来监控这种CBN高速轴承磨床磨削的曲轴质量:计数5.Q - DAS的0件/次线检工具;协调检验50件/次;离线Marposs测量仪测量100 %的全尺寸,并将数据生成Q - DAS跟踪点图进行跟踪,使用调整探头随动件的极限。
测量值稳定,机床的校正值与实际值相反
一般情况下,测量值是稳定的,但是机床的修正值与实际值相反,而且修正得越多,就越差。如何消除机械中心支撑或探头的问题,并判断可能存在电气故障,避免导致设备获得错误信号。 最大的可能性是探头和连接单元将供水,这是导致机床信号失真的更大可能性。因此,可以检查探头是否充满水,通过更换方法更换传感器导线和探头与接线盒之间的接头,并判断探头是否无效。
检查发现故障原因是磨削液水蒸气会对接头产生电容效应,水蒸气作为电容介质会导致电压信号记忆,导致尺寸异常。 改进措施:将探头连接模块单元移出处理箱,以减少水蒸气接触。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫