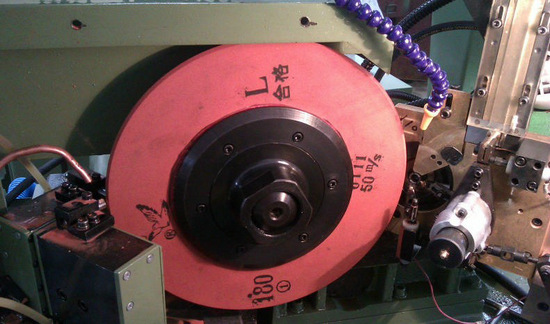
1、所有轴颈尺寸波动很大
根据对Q - DAS 50件工艺能力数据的分析,高速轴承磨床的A5 / A4直径显示正弦波动(约14um ),与其他轴承磨床相比,发现了两个变化点:两台机床的芯片液体温度波动比其他两台机床大4倍. 5℃;尺寸中存在正弦波动,根据经验分析,该波动很大程度上受主轴箱抖动的影响,并且通过千分尺测量发现,该波动与主轴箱产生的周期性正弦波动一致。
根本原因:头架主轴滚珠轴承内轴表面磨损严重,研磨液的水温波动很大,根据温度补偿公式,这将导致大约2um的波动。
解决方案:更换轴承磨床顶部滚珠轴承,改进设备冷却系统,减少研磨液的温度波动。
2、中心轴跳动超出范围
通过对Q - DAS 50件工艺能力数据的分析,发现主轴跳动偏差是四个轴承磨床之一。通过用master测量机床的主夹紧机构,发现主轴端跳动很大,无法多次调整。进一步分析主轴端的夹爪是否有任何问题,与其他轴承磨床相比,发现主轴夹紧端的一个爪磨损过大。确定问题的原因,芯轴末端钳口过度磨损导致加工过程中径向跳动。
改进措施:测量磨损区域的轮廓并模拟该区域的圆弧半径,爪半径差大于5 mm,导致定位不准确。为了解决这个问题,建立了PM更换周期,并计划进行2年的更换。
3、 轴颈的圆度超出公差范围
轴颈的大圆度是生产中常见的问题. 通常,在检查机床中心支架的提升程度后(见下图),在确认主夹紧部件没有问题后,进行圆度补偿。这个问题有许多原因,q - DAS可用于跟踪每个轴颈的圆度,并及时进行干预和手动调整。改进措施:分别补偿圆度和编写三坐标圆度测量程序可以节省2 / 3 (约10分钟)的测量时间。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫