轴承磨床的加工精度必须由装配精度来保证,设计、装配和调试在机床制造中各占有十分重要的比例,轴承磨床加工工件的形位精度小于3μm,装配的重要性显而易见。为此,对轴承磨床的装配制定了科学细致的方案,配有平板、角尺、V形块、方筒、偏摆仪等检具及激光干涉仪、光学准直仪等量仪进行检验,各部分的安装精益求精,以接近零误差为目标,装配精度大大高于国家标准。
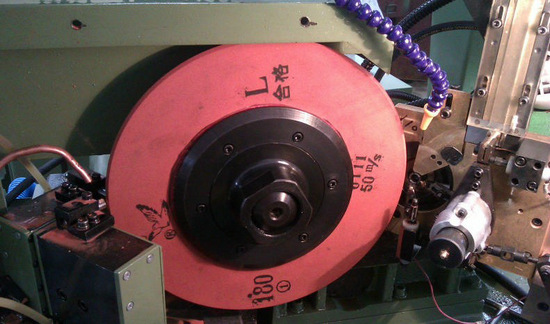
主轴安装是轴承磨床装配的重要部分也是难点。必须设计专用工具安装轴承,轴承预紧量根据磨削力计算,预压一定量以保证主轴具有足够的刚性。
对于轴承磨床导轨等重要结合面来说,铲刮是我们装配的必要步骤,铲刮后导轨结合面的接触精度要求20点以上,其他重要结合面的接触精度也要在十点以上,现在一些磨床厂家为了求快取消了铲刮步骤,这样的机床使用时容易出现抗振性差、刚性不足、磨损加快等问题,原因是采用机械加工方法完成的结合面的接触面积大大小于铲刮后的表面,接触面积小会降低阻尼,机床高速运转时振动趋势加剧,接触面积小也会使重要承载面磨损加快,间接影响加工精度。
超精密气静压轴承套圈沟道磨床,采用了具有自主知识产权的三轴气浮技术,其加工圆度精度达到0.1微米以内,跨入了纳米级超精密加工领域。在超精密轴承制造领域里,保证了轴承尺寸离散度可控在0.5微米以内,实现“不可重复跳动”旋转精度指标,填补了国内在此方面的技术空白。同时,该技术的应用改变了我国没有超精密轴承加工装备而难以生产出P2级以上超精密轴承磨床的状况。
 137 7146 5017 0510-8512 9300
137 7146 5017 0510-8512 9300
 无锡市惠山区洛社镇杨市人民东路67号
无锡市惠山区洛社镇杨市人民东路67号 微信扫一扫
微信扫一扫